-

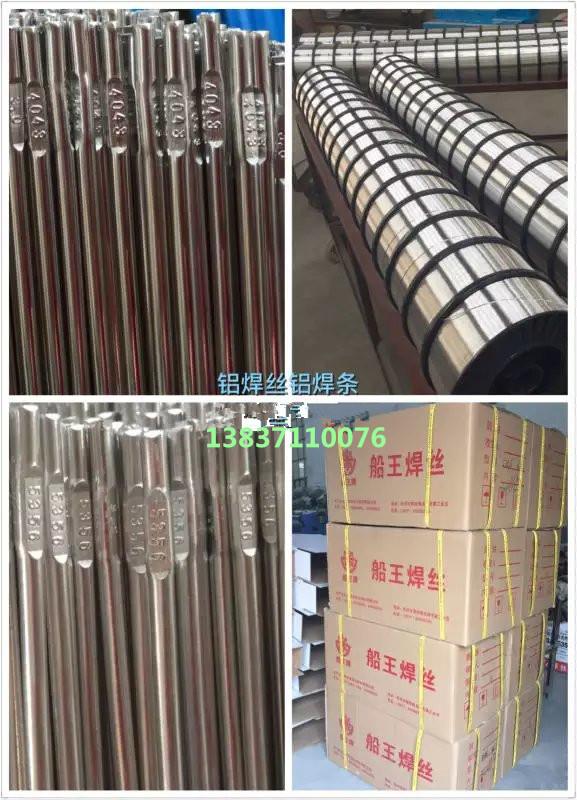
郑州市船王焊材有限公司
主营:铝焊丝焊条,不锈钢焊丝,铝焊丝

郑州市船王焊材有限公司
主营:铝焊丝焊条,不锈钢焊丝,铝焊丝 17
17
铝及铝合金广泛应用与铝及铝合金氩弧焊以及氧-乙炔气焊时作填充材料。线轴或纵向切口的MIG/TIG的铝及铝合金焊接加工,为达到较佳的焊接效果,推荐选用一下焊丝与母材匹配: ER1100是一种含99%铝的填充金属,可用于建筑、装饰和设备、冶金、管道、纺纱器具等行业。一般用于1100、3003或与3003相近的母材及1060、1070、1080、1035。该焊丝阳极化处理后呈现轻微的金黄色,焊缝抗拉强度为110MP。 性能特点:是含铝大于99.5%的纯铝焊丝,具有良好的可焊性和耐蚀性,以及优良的塑性和韧性,但强度较低。 用途:适用于氩弧焊及氧-乙炔气焊纯铝及对接头要求不高的铝合金作为填充材料,广泛应用于化学工业铝制设备上。

SAL 5183 铝镁焊丝
化学成分标准:GB/T3190-1996 AWS A5.10:1999
焊 丝 标 准 :GB/T10858-2008
性能特点:SAL5183是含镁近5%及较高锰含量的铝镁焊丝,用于焊接镁含量较高要求具有较强抗拉强度的焊接(如要求抗拉强度为276MPa或更高时)5083和5654母材,抗海水腐蚀和低温性能优良。焊缝阳极化处理后为白色,能为焊接接头提供良好的配色。
用途:用于船舶结构 、海洋平台、低温容器、铁路机车和汽车工业等相关铝合金的焊接 。
化学成份:
元素
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
AL
标准
≤0.40
≤0.40
≤0.10
0.50-1.0
4.3-5.2
0.05-0.25
≤0.25
≤0.15
余量